「嘉之助」、というウイスキー蒸溜所の名前を聞かれたことはあるだろうか。ウイスキー好きを自認する人でも、まだご存じない方もいるだろう。それもそのはず、嘉之助蒸溜所は2021年6月16日に初めてウイスキーをリリースしたばかりの新しい蒸溜所だ。
東シナ海を望む日本で最も長い砂浜の横に建つ蒸溜所

鹿児島市内から西に向かってJRで20分、タクシーで10分ほど。薩摩半島の西岸、白い砂浜が47kmも続く吹上浜に面して建てられている。
こちらが発売されたばかりの「シングルモルト嘉之助2021 FIRST EDITION」。蒸溜所が設立された2017年と、翌年2018年に蒸留された原酒を、カスクストレングス、すなわち加水せず樽出しのまま瓶詰めしたものだ。

蒸溜所の美意識が、ボトルとパッケージにも表れている。パッケージ上部には蒸溜所のアイコンの鶴が、側面には吹上浜の写真が、凹凸のあるエンボス加工で砂をイメージさせるようにあしらわれている。
封を開け、口に含んでみる。熟したバナナやマンゴー、バタースコッチやオレンジのキャンディのような甘みを感じ、58度というアルコール度数を感じさせない柔らかな飲み口。最後に樽のウッディネスと白い花の蜜の香りが残る。3年熟成とは思えないスムースさに驚くが、それも寒暖差の大きな吹上浜で熟成したことによるのだろうと想いを馳せた。
ウイスキー好きが情報交換するSNSなどで話題となり、小正(こまさ)醸造の酒を昔から扱う酒販店の店頭でも人気を博し、蒸溜所直営のショップではすでに売り切れとなってしまったが、まだ一部酒販店の店頭やウェブサイトなどで丹念に探すと見つかるかもしれない。 もし見つからなかったら…。残念ながら嘉之助蒸溜所の次のリリースを待つしかない。なんといってもまだ「定番商品」となるウイスキーが完成していないほど新しい蒸溜所なのだから。

通常、蒸留してから3年以上熟成したものがウイスキーと呼ばれ、それ以前の原酒はニューメイクと呼ばれる。嘉之助蒸溜所のニューメイクは、世界的なウイスキー品評会であるWorld Whiskies Awards2019年には Best Japanese New Makeを、2021年にはシングルモルト部門でGoldを受賞するなど、その前評判は高かった。

2つの蒸留酒の魂、二代目の夢と四代目の夢が交差する
嘉之助蒸溜所のコンセプトは、「Mellow Land, Mellow Whisky」。Mellow、という言葉はこの蒸溜所のキーワードなのだが、「熟した、芳醇な、豊かで美しい、円熟した」などの意味がある。「美しく肥沃な土地で作られる、落ち着いてまろやかなウイスキー」という意味になるだろうか。
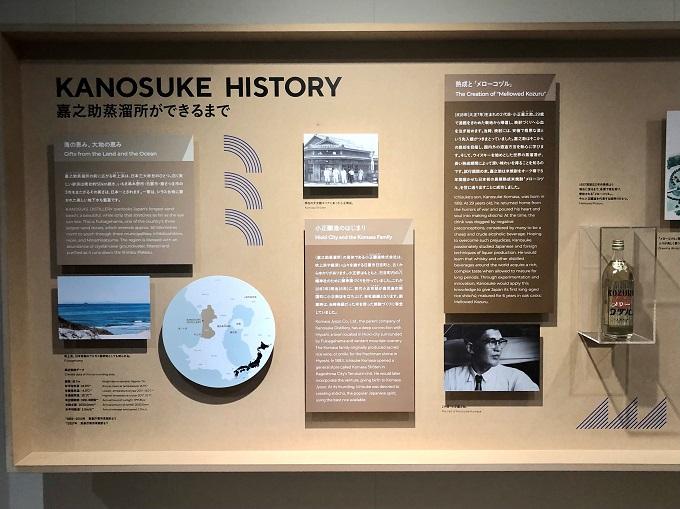
蒸溜所の母体は、明治16(1883)年創業の焼酎の造り酒屋、小正醸造株式会社。焼酎好きなら、小正醸造の「蔵の師魂」、という焼酎の名前を聞いたことがあるかもしれない。「蔵人の魂の雫」を意味する、薩摩の伝統的な手法で極力機械を使わずに蔵人の手作業で作られる焼酎だ。
小正醸造の二代目が「嘉之助」。昭和32年に、当時では考えられなかった6年間長期熟成の米焼酎、「メローコヅル」を世に送り出した。
実は嘉之助は、史上最悪の作戦と言われたインパール作戦の生き残り。日本軍により1944年3月に決行されたインパール作戦は、最も広いところで川幅600メートルもある大河を渡り、標高2000メートルを超える山々の道なき道を踏破して3週間で400km進み、イギリス軍の拠点インパールを攻略する、という極めて無謀な作戦で3万人が死亡したといわれており、戦闘で亡くなった人の数より飢餓で命を落とした人の数が多かったという。そんな生き地獄を生き残り、2年間の捕虜生活から戻ってきた人が、当時まだ食糧難で貴重品だった米を使い、すぐには売れない長期熟成の焼酎を造る、というのは並大抵の発想ではない。
だが嘉之助には、「世界の名だたる蒸留酒と同様に、日本独自の蒸留酒である焼酎も、熟成を経てさらに旨くなる」という確信があったのだ。そしてオーク樽での長期保存に耐えうる力強い原酒を3回蒸留の手法で生み出した。

その嘉之助が手に入れたのが、現在の嘉之助蒸溜所の敷地。ここにメローコヅル専用の蒸溜所と、酒造りを様々な人に知ってもらうための今でいうビジターセンターを兼ねた施設を作るのが嘉之助の夢だった。
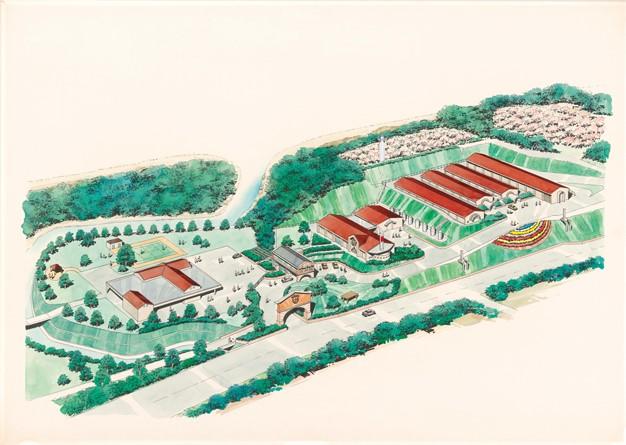
そしてその敷地には今、嘉之助蒸溜所が建てられている。
嘉之助蒸溜所にてウイスキー造りを始めた現在の当主、四代目小正芳嗣氏は、嘉之助の家の隣で育った。毎日のように食卓を一緒に囲み、毎朝祖父の家で仏壇に手を合わせてから学校に行く。祖父嘉之助は、鹿児島の焼酎文化を日本全国に、ひいては世界に広げたい、そのためには当時もっぱら労働者が飲む安酒、というイメージを持たれていた焼酎の価値をどう上げたらいいのか、日々必死に考えていたと芳嗣氏は言う。
小学4年生の時にすでに芳嗣氏は家業を継ぐ決心をしていた。嘉之助は75歳という若さで芳嗣氏が15歳の時に世を去る。芳嗣氏は嘉之助が通った鹿児島の名門校、鶴丸高校に進んだ後、東京農業大学醸造学部に進学。大学3年生の時、三代目芳史氏に誘われ初めての海外旅行としてスコットランドを訪れた。父芳史氏は同じ蒸留酒であるウイスキーに焼酎造りを進化させるヒントを求めていた。芳嗣氏のウイスキーとの出会いの原点はここにある。
その後四代目は大学院に進学し、修士論文のテーマに「本格焼酎の熟成に関する研究」を選ぶ。卒業後は家業を継ぎ、焼酎の製造・品質管理、商品開発の現場で奮闘。祖父の遺志を継ぎ焼酎を海外に広めるべくスコットランドの商社にアプローチし、「メローコヅル」の原酒で高評価を得るものの、日本独自の蒸留酒である焼酎は消費者に理解しにくいという理由で海外進出の夢はついえた。
日本独自の焼酎という蒸留酒で世界の壁を乗り越えるより、世界中で受け入れられているウイスキーという蒸留酒のステージに立つことによって焼酎の魂を世界に伝えてゆけばいい。悔しい思いのあと、そう頭を切り替えた芳嗣氏は、嘉之助の遺した場所でウイスキー造りを始めることを決心した。
そのウイスキーの蒸溜所に焼酎メローコヅルを送り出した「嘉之助」の名前が冠されるのは、とても自然な流れであることがお分かりになるだろう。
「最近出来たウイスキー蒸溜所」というと、ややもすれば「昨今のジャパニーズウイスキーブームに乗って始めた新規参入者」というイメージを持たれがちだ。だが嘉之助蒸溜所は、自分たちが育んできた蒸留酒である日本の焼酎造りを原点にして、ウイスキーという新たな領域で蒸留酒造りを始め、自分たちだからこそ造ることができ、自分たちでなければ造れないウイスキーを産み出すことによって戦いの場を世界へと広げていこうとしている。
「シングルモルト嘉之助 2021 FIRST EDITION」の原酒の熟成にはメローコヅルの熟成に使われたアメリカンホワイトオークの樽が使われている。このメローなウイスキーを通じて焼酎の魂を伝えていきたい。それが蒸溜所の想いだ。このボトルは、二つの蒸留酒の魂がクロスオーバーして生まれたのだ。
嘉之助のウイスキー造り
ウイスキーは2回蒸留で造られるが、焼酎は1回の蒸留でいかに原材料由来の香りと発酵時の香りを原酒に乗せられるかが勝負。その知識と経験の蓄積を活かし、ウイスキー造りでもいかにそれらの香りを蒸留された後の原酒に残せるかに心血が注がれている。
通常の小規模な蒸溜所では資金面の制約もあり蒸留器が2基のみのところが大半だが、嘉之助蒸溜所では3基の形状の異なる蒸留器を使うのが特徴。

例えば右側の蒸留器は胴体の付け根部分がくびれたランタンヘッドといわれる形状で、冷却器につながるラインアーム はやや上向き。アルコールの蒸気が上がっていきにくく、一部冷えて液体となり、再び釜の中に還流するようあえて作られており、何度も蒸留され磨かれることにより華やかでスムースな原酒が生まれるとされる。
真ん中の蒸留器は胴体にくびれがないストレートタイプで、ラインアームは下向き。そのため蒸気がスムースに流れていきやすく、リッチで重厚なフレーバーの原酒ができるとされる。
このように形状の違う蒸留器を使うことによって、香味の異なる原酒を作り分けている。
発酵にもこだわる。熟成期間が短いウイスキーは水道管を舐めた時のような嫌な金属臭さが残るものも多いが、3年熟成の「FIRST EDITION」を飲んだ人の多くが「短期熟成のネガティブなところが感じられない」と言う。
嘉之助ではその嫌な臭さの原因は発酵段階にあると考え、早い段階で乳酸菌が増えるよう試行錯誤を行い、短期熟成とは思えない芳醇な香りのウイスキーを作り出そうとしていた。

これらの試行錯誤の中には、嘉之助蒸溜所でウイスキーを作り始めるというのを聞きつけ、それまで働いていた大手メーカーを辞めて京都から鹿児島の西のはずれに移り住んだウイスキー造り手の女性のノウハウや提案も多く取り入れられているという。また車で小一時間ほど南に行ったところにある本坊(ほんぼう)酒造の津貫(つぬき)蒸溜所とも情報交換を行いながら、よりよいウイスキー造りを目指し日々努力している。
そして蒸留酒にとって非常に重要な樽。小正醸造では、日本有数のクーパレッジ(樽の造り手)である有明産業の宮崎産の樽を、メローコヅルを含む焼酎の熟成に長年用いてきた。
焼酎用の樽はウイスキー用の樽に使われるのと同じアメリカンホワイトオークでできているが、大きな違いは厚みが2倍近くあること。そして焼酎の熟成期間は短い。つまり焼酎で使われていた樽をウイスキー造りに使うと、引き出される樽由来の香味成分は非常に多い。
樽の内部を直火で焼き付けるチャーもしくはリチャー(改めてチャーする、という意味)という、スコットランドのウイスキー造りでも一般的な工程を経ることで、炭化した樽の層の奥の「トースト層」がハチミツやキャラメル、クリームのような香味成分を原酒に授けてくれる。
樽の熟成・貯蔵は焼酎造りとのシナジーが効いている。蒸溜所内にも保管庫はあるが、冬には氷点下近辺、夏には35度近く達する寒暖差が樽に与えるストレスは大きいため、多くの樽が焼酎蔵にする予定で嘉之助が手に入れた土地にある半地下の貯蔵庫で眠りについている。ちなみに天使の分け前(熟成中に失われるウイスキーの量)はバレル樽(180リットル程度)で年間8%程度、パンチョン樽(480リットル程度)で4%程度だという。スコットランドでのそれは2~3%程度なので、かなり早く熟成が進んでいることになる。

日本で最も海がきれいに見えるといっても過言ではないテイスティングバー
製造工程を一通り見学した後のお楽しみは、嘉之助のウイスキーのテイスティングだけでない。日本で最も眺めがいいといっても過言ではないテイスティングバーから見える白い砂浜の先に青く輝く東シナ海の景色もごちそうだ。ここにも蒸留所の美意識と嘉之助の遺志へのリスペクトが見え隠れする。

日が沈む、を意味する日置の地で、吹上浜から吹き付ける東シナ海の風を受けて熟成したサンプルと、蒸留したての原酒を飲み比べてみてほしい。そして加水することによって、より強く感じられる柑橘系の香味を楽しむなど、自由にテイスティングを楽しんでみてほしい。
クロスオーバーのジレンマ
すでにお分かりいただいたように、嘉之助蒸溜所は単なる「新興ウイスキー蒸溜所」ではなく、140年近くの焼酎という蒸留酒を作ってきた知識と経験、人や設備をウイスキー造りにも生かしている。
だが個人的にはウイスキーファンの中の一部には、焼酎というお酒のジャンルに対してやや「上から目線」で見る人が少なくないように感じる。焼酎を通じた蒸留酒造りの経験と知識へのリスペクトよりも、スコットランドの蒸溜所と同じフォーサイス製の蒸留器を使うことだったり、ウイスキーの聖地アイラ島と同じような緯度にあることをよりリスペクトしがちな傾向もないとは言えない。
焼酎ファンからすると、プレミアムな焼酎でも四合瓶(720ml)の売値はおよそ2000円程度なのに対し、アルコール度数が2倍以上違うもののウイスキーFIRST EDITION(700ml)の希望小売価格が 1万3750円と聞くと、割高に感じるかもしれない。しかしウイスキー造りというビジネスは投資からその回収まで10年以上の時間がかかるといわれている。創設からまだ4年ほどしかたたない嘉之助蒸溜所が、初期投資のコストをすべて初めてリリースするウイスキーであるFIRST EDITIONで回収しようとしたら、その何倍、あるいはもっと高い値段になってもおかしくないのではないか。
焼酎という蒸留酒造りの経験と知識の蓄積を訴えると、ウイスキーファンからはやや軽視される。既存の焼酎ファンに自分が造るウイスキーの良さを語ろうとすると、コストパフォーマンスの問題が邪魔をする。
まさにクロスオーバーのジレンマだ。
また「ウイスキーのロールスロイス」と呼ばれる、200年近いウイスキー造りの歴史を誇るマッカラン蒸溜所の12年熟成のスタンダードボトル は8000円ほどで手に入る。ウイスキーファンも「なぜ新興蒸溜所の3年熟成のウイスキーにその値段を払う必要があるのか」とコストパフォーマンスについて考える。

だが、考えてみてほしい。コストパフォーマンスだけが重要なら、世の中380円で買えるデジタル腕時計だけがあればいいはずだ。あるいは時間を知りたいだけならスマホを見れば事足りて、腕時計すら必要ないかもしれない。一方で、何百万円もする、必ずしも正確性に勝るわけではない機械式の腕時計を愛用し、何本も保有する人もいる。
彼らは何に対してお金を払っているのだろうか。人によってさまざまだとは思うが、多くはその時計の持つストーリーやそれがもたらすロマンのようなものに対価を支払っているのだろうと思う。
私は今回の旅で、嘉之助蒸溜所でウイスキー造りに心血を注ぐ人たちの熱量を現在進行形で感じ、ストーリーやロマンの一端に触れられたような気がした。また自分のウイスキーの飲み手として、また人間としての成長と、嘉之助蒸溜所の成長を重ねてみたいと思った。日本の蒸留酒である焼酎造りを原点に、世界の蒸留酒であるウイスキーという舞台で戦っていこうとしているこの蒸溜所が3年後、5年後に生み出すウイスキーを楽しみに待ち、日本以外の国に住む人たちとも一緒に味わいたいと思った。
コストパフォーマンスだけが大事なら、酔える酒を飲めばいい。私は将来の楽しみのために自分のお金を使いたいと思う。

■嘉之助蒸溜所アクセス
小正醸造株式会社 嘉之助蒸溜所 KANOSUKE DISTILLERY
住所 : 鹿児島県日置市日吉町神之川845-3
TEL:099-201-7700 FAX:099-201-7711
定休日:毎週 月曜日、年末年始、臨時休業あり(※月曜日が祝日の場合は営業)
営業時間:10時~17時(SHOPは16時30分まで、見学は要予約、1日3回のツアーあり、詳細はホームページ「蒸溜所見学」を参照)https://kanosuke.com/
■「シングルモルト嘉之助 2021 FIRST EDITION」が飲めるバー
Bar Caperdonich (バー キャパドニック) 東京都港区新橋2-11-8 小倉ビル 4F
TEL:03-3504-0677
https://ameblo.jp/bar-caperdonich/
Aloha Whisky Bar (アロハウイスキーバー) 東京都豊島区西池袋3-29-11泉ビル3F-B
TEL:03-6912-7887
https://alohawhisky.jp/
Bar Tarlogie Sona(バー ターロギーソナ)大阪市北区堂島1-2-11山本ビル2F
TEL:06-6347-1779
https://bartarlogiesona.com/
■旅の情報
嘉之助蒸溜所に訪れるのであれば、国道270号線をそのまま車で40分ほど南に行ったところにあるマルス津貫蒸溜所にもぜひ訪れたい。製造工程の見学に加え、本坊家二代目当主が暮らした邸宅「寶常(ほうじょう)」でゆったりとウイスキーをいただくこともできる。
少し足を運べば知覧の武家屋敷や特攻平和会館、指宿での温泉や開聞岳の眺めも楽しめる。
コロナ終息後の待ちに待った旅の行き先に鹿児島を検討されてもいいのではないだろうか。
1971年、福岡生まれ。ウイスキー好きが高じて都内や全国のバー、国内外の蒸留所を数多く訪問。ブロガー、ライターとしてウイスキーやクルマ関連の記事を執筆。インポーターが新規ボトルを発売する際にテイスティングコメントやアドバイスを求められることも。自宅には400本近いボトルを所有。
※写真や情報は当時の内容ですので、最新の情報とは異なる可能性があります。必ず事前にご確認の上ご利用ください。